Wire drawing consists of pulling a metal wire through a small circular opening called a die. Dl beginning wire diameter.
Wire And Rod Drawing Ppt Video Online Download
R n 2.

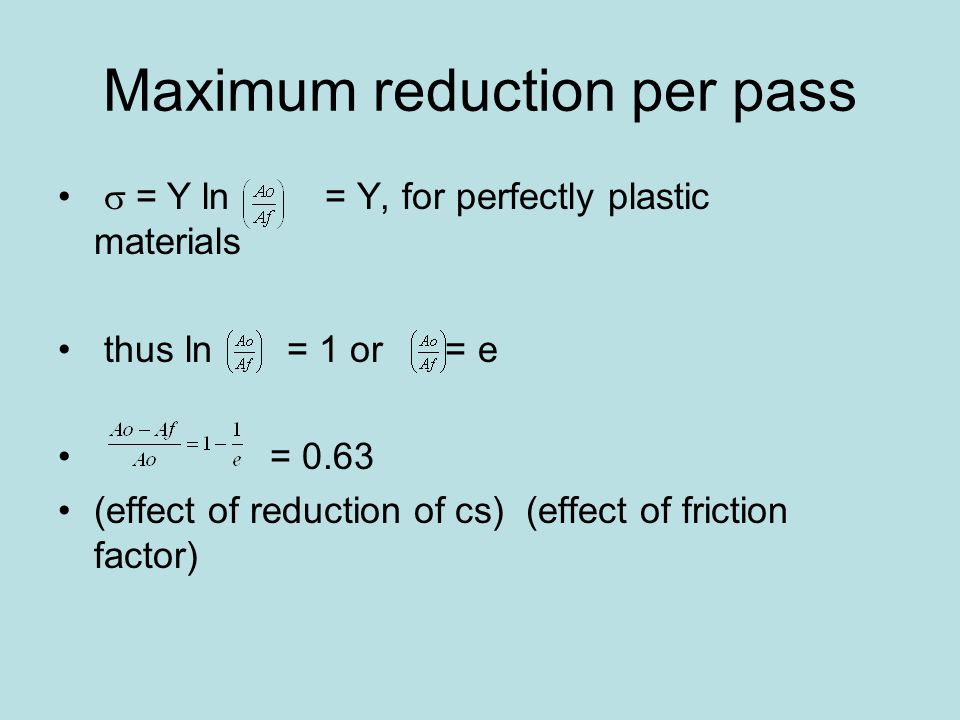
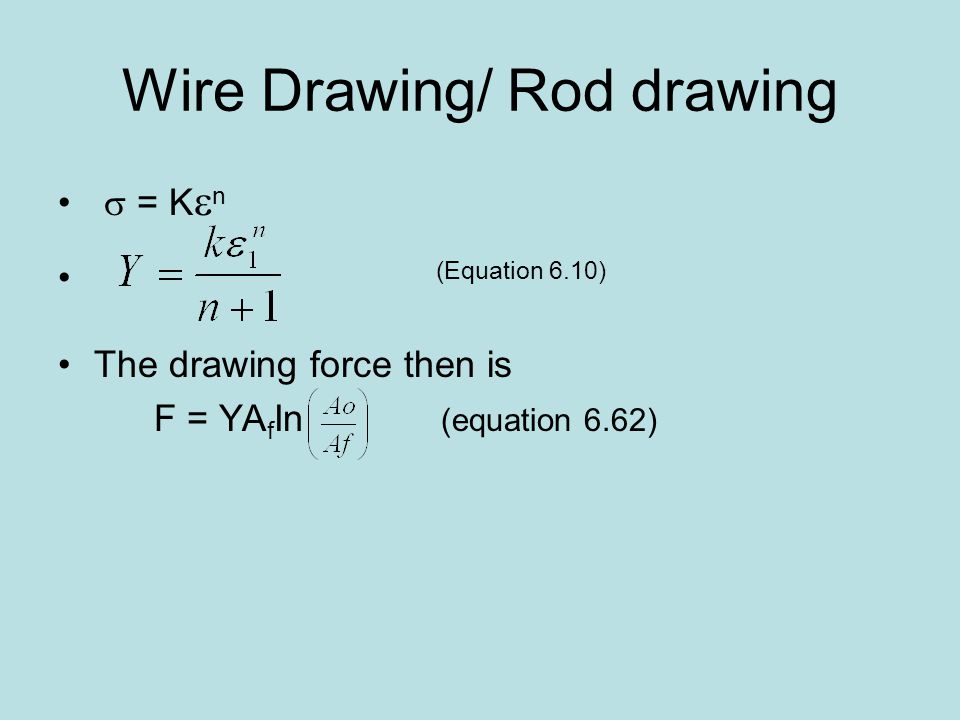
. The ideal work derive an expression for the maximum reduction in area per pass for a wire drawing operation for a material with a true-stress strain curve of σKεn Total work Ideal work frictional work redundant work Total work Ideal work 02 x Ideal work 12 x Ideal work Or Total work of deformation 12 u x volume. The draw stress for wire drawing process is given by. Incoming wire diameter mm inch Øout.
D wire diameter Dl beginning wire diameter Ds ending wire. Reduction is always positive. Minimum 00440 01118 Maximum 00396 01005 results in 236 -24 Nominal 00442 01123 Nominal 00394 01000 results in 260 Maximum 00444 01128 Minimum 00392 00995 results in 284 24 2.
Pull too hard and the metal will break. D wire diameter. Blank size 8246.
Ds ending wire diameter AR reduction in area. Elongation of wire drawing. Wire area reduction percentage Inversely the drawn wire diameter is calculated from the incoming wire diameter.
The pulling force is limited by the strength of the material. For ferrous wire step reduction is usually between 7 and 38 limits depend on the product. Area reduction A 1 -A 2 A 1.
Wire rod bar drawing -Inthisbulkformingprocess awire rod bararepulledthroughaIn this bulk forming process a wire rod bar are pulled through a die hole reducing their cross-section area. 2a Wire diameter increases as drawing dies wear in actual produc-tion. Reduction in area is not additive r f is not f 1 r 2.
The area reduction in small wires is generally 1525 and in larger wires is 2045. For overall reduction greater than 85 the. D wire diameter Dl beginning wire diameter.
This reduction of section is at the same time balanced by. The basic difference between bar drawing and wire drawing is the. A draw reduction is a multistep process in which the surface area of the original blank is displaced through a series of drawing operations.
An increase of the wire length. If the size of the incoming wire is known. Usually the smaller the initial cross section the smaller the reduction per pass.
This results in a stretching or elongation of the material along with a reduction in cross sectional area. As the area reduction changes so does the die sequence. AR reduction in area.
Calculate wire strings in seconds. If the linear speed of the pulling. Wire drawing η 50 65 rolling η 60 80 Clearly the work formula method gives a lower band to the true force required for a given deformation processing operation because we are neglecting redundant work.
Having the right number of stations and the right diameters and heights is critical to the success of a multistage drawing process. The total die angle can have values between 5 and 25 and possible percentage reduction in area r of the wire vary between 10 and 50 percent. Wire Drawing Process Reduction Ratio Of The Wire R Can Be Download Scientific Diagram 2aπ Surface area 534 sq.
As the area reduction changes so does the die sequence. The exact die sequence for a particular job is a function of area reduction input wire size and output wire size. Therefore based on constancy of volume wire speed will decrease as the dies increase in size.
Never before has such functionality been placed in a mobile device. Surface area 534 sq. A die angle.
Wire Drawing Reduction Formula. Calculate the draw stress and the power required for the deformation if. The flow stress of the material is given by.
Slip Roll Speed b Wire Speed d Roll Speed b DIE MATERIAL SELECTION TABLE. Reduction is never larger than 100. Fig 1 represents the die which has a conical-shaped bore with an outlet bearing land.
By using a draw reduction chart see Figure 4 you can determine the number of draw reduction percentage for your material thickness. The velocity of the wire as it exits the last die can then be calculated by using Equation 2a as follows. The force needed to pull the wire through.
Calculation of lubricant film thickness between wire and die. In drawing reductions in the cross-sectional area per pass range up to about 45. Step 2 Determine the Number of Draw Needed.
Drawn wire diameter mm inch A. Initial stock si esize. The incoming wire diameter is calculated from the drawn wire diameter for a given area reduction by using.
The approach angle where the actual reduction in diameter occurs giving the half die angle α The bearing region produces a frictional drag on the wire and also remove surface damage. If the size of the incoming wire is known. Df finished diameter of the die.
Bl bearing length. The formula is. The semi die angle is 6o and 01.
The process of wire drawing changes material properties due to cold working. 10 rows Wire Drawing Formulas. Wire drawing die Conical drawing die Shape of the bell causes hydrostatic pressure to increase and promotes the flow of lubricant into the die.
Ds ending wire diameter. Wire drawing reduction formula Youll have a gradual hand for this eye catching nail design nonetheless its oh-so worth itIf you dont have a gentle hand although there are lots of nail stickers stamps or head on to your local nail salon to allow them to replicate it for yourself. This increase is called Elongation.
During drawing operation each time the wire goes trough a die. N number of dies Df finished diameter of the die. Stress of wire drawing process.
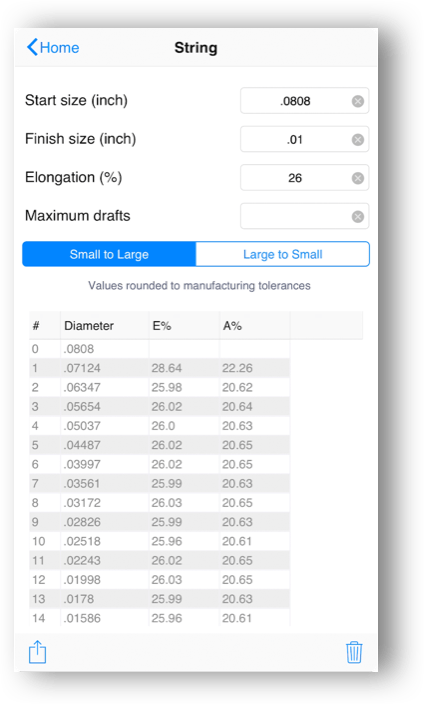
This section is used for calculating die strings also called die sets for constant elongationreduction drawing machinesIf your machine is a non-constant draft drawing machine press the home button in the top-left corner and select wire. Fine wires usually are drawn at 15 to 25 reduction per pass and larger sizes at 20 to 45 per pass. For a cup with a surface area of 534 sqin the necessary blank diameter is 8246.
Difference between wire drawing and rod drawing. A draw reduction could involve two to 16 or more drawing operations. Both the diameter size and the section of the wire are reduced.
N number of dies. A steel wire is drawn to 24 reduction from initial diameter of 10mm. The total die angle can have values between 5 and 25 and possible percentage reduction in area r of the wire vary between 10 and 50 percent where r 1 A2A1 100.
Wire And Rod Drawing Ppt Video Online Download

Die Science How To Perform A Draw Reduction
Wire Drawing
Eddie Wire Solutions Software Esteves Group

Chapter 4 Lecture 17 Maximum Reduction Per Pass In Wire Drawing Process Youtube

Matra Wire Drawing Diagram Calculator
Pdf Drawing Diagram Setting On Wire Drawing Machines

Matra Wire Drawing Diagram Calculator
0 comments
Post a Comment